Challenges
Alternate usages of used lubricant powder



Short Description:
We are looking for alternate uses of the used lubricant powder generated from wire drawing machines.
Challenge Details
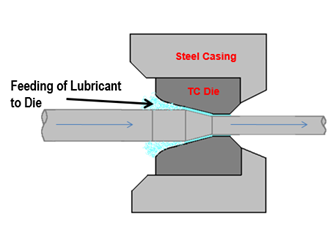
Dry lubricants are used in the steel wire drawing process, which forms a thin layer between the wire and die surface (refer Figure 1) to reduce friction & prevent direct contact between wire material and die. Calcium and sodium stearate soap powders are mainly used as dry lubricants. The major constituents of the fresh dry lubricant are:
(a) Sodium Stearate or Calcium Stearate – FAT (animal or vegetable) + Calcium Hydroxide.
(b) Titanium dioxide – 3 to 12%.
(c) Lime and Calcium Sulphate as fillers.
The temperature of wires increases gradually due to friction in the wire drawing process. The heat generated during the wire drawing process melts the dry lubricants, which are in contact with the wire. The heat is also transmitted from the wires to the lubricant chamber, causing partial burning of the lubricant, and generating fine burnt powders. The burnt component in the lubricant chamber gradually increases, which might result in improper lubrication. This partially burnt lubricant in the lubricant chamber is then replaced with fresh lubricant. The partially burnt lubricants from the lubricant chamber and the completely burnt lubricants collected outside the die box are discarded as used lubricants. The chemistry of this used lubricant is mentioned in Table 1.
Table 1: Composition of used lubricant powder
|
Parameter |
Value |
Analysis method |
|
Ash content at 800 oC |
40.88% |
IS: 8769 – 1978 |
|
Fat content |
0.23% |
IS: 286 – 1978 |
|
Titanium |
0.33 % |
ICP |
|
Iron |
2.36 % |
ICP |
|
Borax (B2O3) |
4.70 % |
ICP |
|
Zinc |
5.04 % |
Young’s method |
|
Phosphate (PO4) |
5.62 % |
IS: 11224 - 1985 |
|
Lead |
< 0.001 % |
ICP |
|
Loss on Ignition at 250 oC |
23.15 % |
IS: 286 – 1978 |
|
Loss on Drying at 105 oC |
2.54 % |
IS: 286 – 1978 |
Approximately 25 MT of used dry lubricant is generated per month. This used dry lubricant is a mixture of burnt and unburnt powders along with some amount of metallic powders generated during the wire drawing. Since the separation of the used lubricant into various components and size fractions is a challenge, the used lubricant is being discarded by incineration. The unburnt powder can be recycled as it has been validated as non-hazardous waste. The calorific value (CV) of used powder is > 3000 and as per Waste Management Rule, any waste having CV >2500 cannot be discarded in a landfill. As the CV of burnt powder is in the range of 3300 to 3800, it can be used as an alternative fuel. Thus, we are seeking alternate uses of this used soap powder, either as an alternative fuel or as a raw material in other industries.
Options Tried: A magnetic separator was installed to separate unburnt soap powder, burnt soap powder, and metallic powders. However, the desired separation efficiency for the segregation of components in various size fractions was not achieved for it to be reused in the high-speed wire drawing process.
Requirements: Value-added benefits of the used soap powder is sought as an alternative fuel or as a raw material in other industries, without the need for any process changes or pre-treatment.
Constraints:
- Recycled soap powder is a mixture of Na and Ca-based soap powder in the form of fines. This can be used in low speed and non-critical wire drawing processes only.
- Separation of unburnt components from the soap powder is complex.
- Direct use as fuel may cause higher particulate matter (PM) in stack emission due to the presence of burnt components.