
30 JUN 2020
INR 5,00,000
We are looking for solutions that can monitor and auto-adjust the traverse of a spool during winding operation of finished bead wires.
Challenge Details
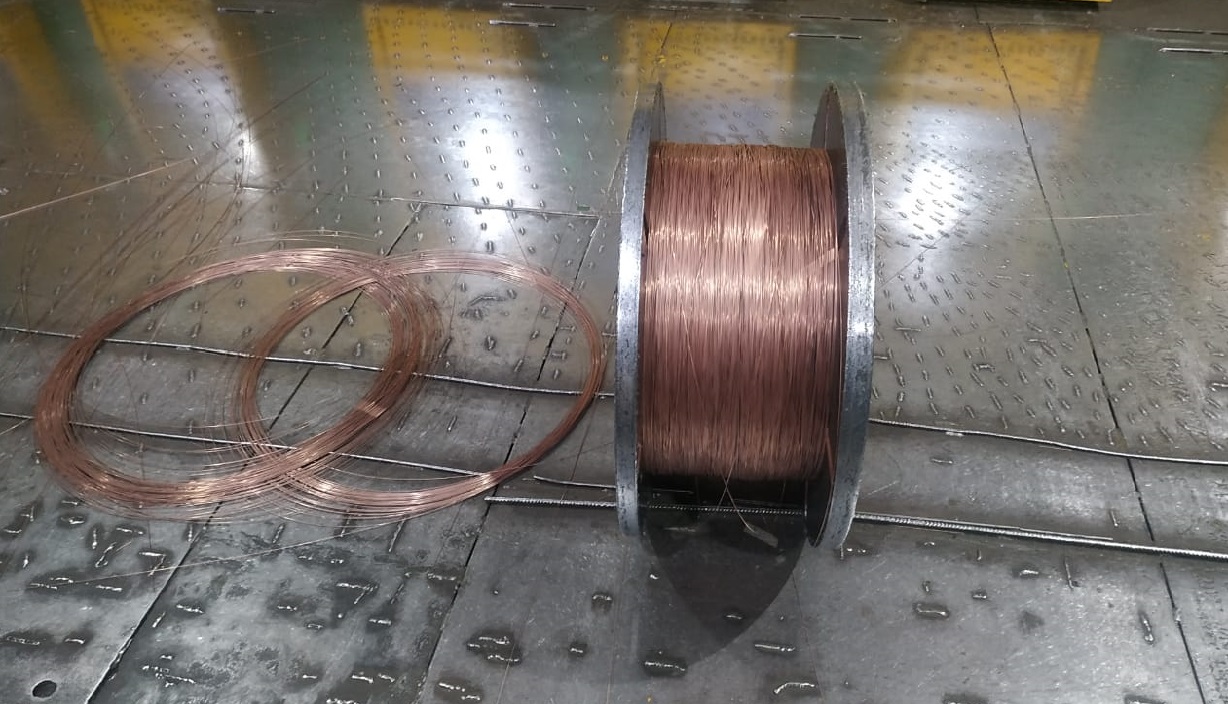
High carbon steel wires are drawn from wire rods. These wires are subsequently coated with copper or bronze, which are used by tyre manufacturers. During production, the bronze coated wires pass through a winding unit (as depicted in the video). The wires are tightly wound on metallic spools (refer Figure 1) after passing through high-tension rollers and a traverse arm, which guides the wires on the spools during the winding operation. The traverse is the vertical arm that moves from one end of the spool flange to the other, thereby controlling the stroke (left and right extreme points) during the loading operation. The spool width span varies from 280 to 315 mm for different types of spools and the diameter of the wires varies from 0.89 mm to 1.6 mm in diameter. The winding unit runs at a speed of 415m/min and it takes approximately 4 hrs time to wind one spool with 500 kg of wires to form a wire coil/ring.
During the winding operation, the two flanges expand in outward direction due to the pressure exerted by the continuously increasing load of the wires wound tightly on the spool. On average, the flange expands by 10 – 15 mm during the entire winding operation. Accordingly, the stroke settings of the traverse arm need to be adjusted, in order to ensure uniform winding across the spool width. Since the expansion is a gradual process, the operators usually adjust the settings around 4 to 5 times during the entire winding operation manually based on the visual observations and experience. One operator usually handles 12 such winding units. If the stroke setting is less or more than the actual length of the expanded spool, the winding will not be evenly layered across the spool. Shorter traverse stroke will result in a convex shape of the winding and the longer stroke would result in a concave shape of the winding on the spool.
Sometimes, the spool wobbles during the winding operation, which reduces the tension on the wires, and results in a loose winding of wires on the spool. Due to the high winding speed, these problems sometimes go unnoticed during the winding operation and also during dispatch to the customers. Due to uneven winding or loose winding, the wire rings/coils sometimes loosen up during the unwinding operation at the customer end. This results in entangling & wire breakage, leading to customer dissatisfaction. Thus, a solution is sought at the winding station, to auto-adjust the traverse arm to ensure uniform winding of wire on the spool.
Options Tried: The flange thickness of the spool was increased from 3 mm to 5 mm. This has resulted in reduced adjustments.
Constraints:
- There is no provision to detect uneven winding during the winding process.
- The wires are wound at very high speeds of up to 415 m/min.