Challenges
Real-time detection of lubrication failure or abnormalities in carbide drawing dies



Short Description:
We are looking for solutions that can monitor the condition of carbide dies in the wire drawing line and raise early alarms in case of abnormalities.
Challenge Details
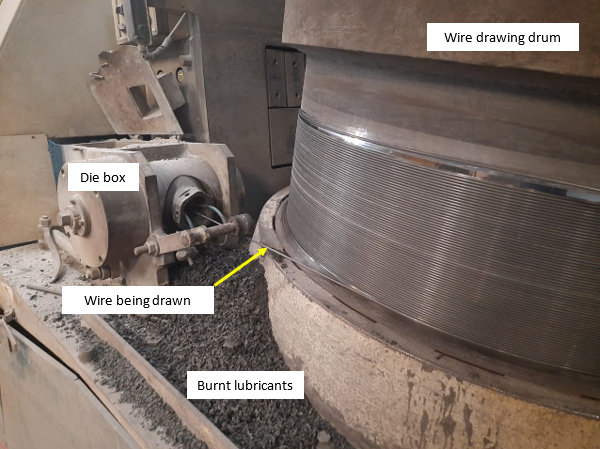
Steel wires are made by passing wire rods through conically converging dies made of sintered tungsten carbide (TC). As a result of the pulling force on the wire rods through the converging section, the diameter of the wire is reduced. This reduction in diameter of the wires is a gradual process and it takes place by passing the wires through a sequence of dies with gradually decreasing converging sections. The typical area reduction achieved in a die range from 25 % to 14 %. For the purpose of lubrication, dry lubricants consisting of calcium and sodium stearate soap powders are used which forms a thin layer between the wire and die surface to prevent direct contact between them to reduce friction.
Lubrication failure results in direct metal to metal contact (die-wire), which increases friction. This lubrication failure can be caused by many factors such as carbide die cracking, insufficient lubricant flow inside die, moisture in lubricants, poor quality of input wire rod used for drawing, poor die cooling etc. This lubrication failure results in the generation of surface defects on wires during drawing, breakage of carbide dies and subsequent loss of productivity.
Currently, lubrication effectiveness is judged by the operator through visual inspection of the wire surface, when the wires are coiled on drawing drum, as depicted in the video. Delay in the identification of lubrication failures results in defects and loss of productivity. The challenge is to develop a real-time mechanism for detecting & indicating abnormalities in lubrication and condition of the dies during the process of steel wire drawing.
Options Tried:
- Visual monitoring of the drawn wire is carried out by machine operators to identify issues.
- Acoustic emission technique was tried to identify die wear inside. This approach was not successful because the surrounding vibrations could not be filtered from the die wear vibrations.
Requirements:
- Generation of alarm at the onset of lubrication failure or sudden changes in the lubrication system.
- Additional features like recording the events of lubrication failures, stoppage of machines on detecting abnormality will also be preferred.
Constraints:
- The average wire drawing speed is 20 m/s.
- The temperature of the wires as a result of wire drawing can go up to 130 oC.
- Direct access to drawing die is not possible, as it is submerged in the water-cooled chamber.
- Wire surface emissivity varies with the lubricant coating produced during drawing
- Limitation of space availability in the vicinity of wire drawing setup to install sensors.
- Wire breakages during drawing and dust generation (since the lubricants are fine powders) can adversely limit the functioning of sensors/detection methods that might be installed in nearby vicinity for inspection purposes.